-

江苏万普建设工程有限公司
主营:管道热处理

江苏万普建设工程有限公司
主营:管道热处理 7
7

塔器热处理工程由燃油、供油、温度测量、排烟系统组成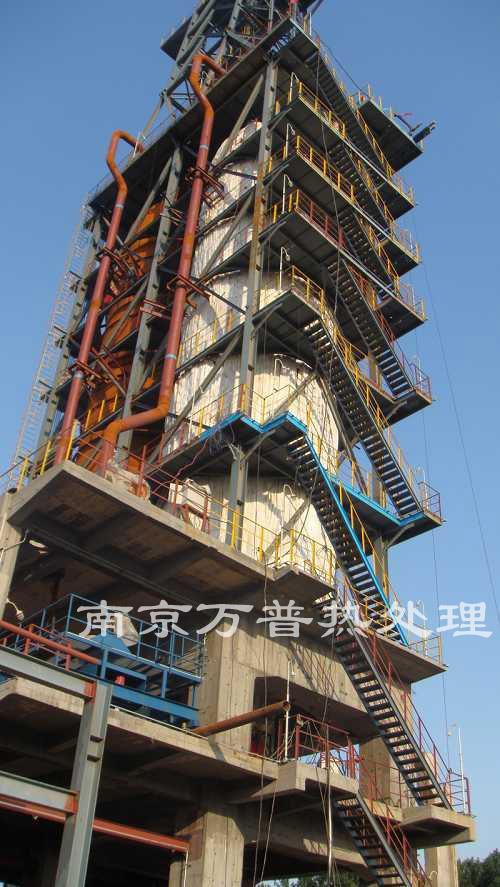
热处理时塔体因受热膨胀,径向(100mm)、轴向(200mm)有碍膨胀的管件和物体必须拆除,以防挤压变形。
塔器热处理试板规范:在热处理规范中要求试板与塔体壁板采用相同工艺进行热处理。规定把试板放在壁板的外侧,靠壁板的温度传导给试板,因此试板必定滞后和低于壁板的温度。本次热处理由微机采样试板附近测温点的温度,把这一温度作为试板的设定温度,由智能仪表自动加以补温使之保持在±3℃的温差内,做到同步热处理。
以塔器内部为炉膛,选用0号轻柴油(随气温选用标号)为燃料,塔器外部用保温材料进行绝热保温,通过鼓风机送风和喷嘴将燃料油喷入并雾化,由电子点火器点燃,随着燃油不断燃烧产生的高温气流在塔体内壁对流传导和火焰热辐射作用,使塔体升温到热处理所需的温度。
丙烯塔热处理要求:丙烯塔塔体热处理时内层保温材料采用耐高温的硅酸铝针刺毯,每块尺寸为1200×6000×50mm,分三层厚度共150mm。采用铁丝网和钢带固定。铁丝网采用2目型,内外两层。钢带为40×4扁铁,带保温钉。
热处理目的:为了消除塔体组装与焊接时产生的残余应力,减缓介质对钢板的应力腐蚀,改善焊接接头和热影响区的组织和性能,达到降低硬度,提高塑性和韧性的目的,进一步释放焊缝中的有害气体,防止焊缝的氢脆和裂纹的产生。稳定容器的几何尺寸提高设备的使用寿命。